Порошковая покраска: инструкция по нанесению и подготовке, плюсы и минусы технологии, особенности, типы порошковой краски
Порошковая покраска — это технология покраски с использованием сухого порошка. Суть заключается в том, что покрытие наносится электростатическим. После чего он высыхает и затвердевает за счет ультрафиолета. Покраска таким методом обладает более прочными и износостойкими свойствами. И хотя она рассчитана только для окраски металлических изделий, но она также применима и к пластику, и к МДФ, и к углеродному полотну.

Плюсы и минусы порошковой покраски
У данной технологии есть свои преимущества:
- во время покраски порошком не происходит образование каких-либо дефектов (подтеки или полосы);
- не применяются растворители, и поэтому будет меньше выбросов вредных веществ в атмосферу и для дыхания маляру;
- порошковой покраской можно достичь большого количества эффектов текстуры;
- время затвердевания порошковой покраски значительно меньше жидких аналогов;
- может создавать более толстый слой по сравнению с жидкой краской, за одно нанесение порошком слой может достигать 60-80 микрон. Жидкой краской надо проходить такую толщину трижды;
- покрытие, нанесенное порошком, менее подвержено образованию сколов, царапин. Также цвет сохраняется намного дольше;
- меньше потери материала при окраске изделия. Так при использовании жидкой краски может теряется ее до 70 %. Если взять порошок, то тут потери составляют всего 5 % (эти потери в дальнейшем можно использовать повторно);
- не нужна квалификация для нанесения порошковой покраски.









Наряду с таким явными преимуществами, у данной технологии есть и свои минусы:
- жидкую краску можно смешивать друг с другом для получения новых цветов и оттенков. При смешивании же порошка получить новый цвет невозможно;
- очень сложно получить глянец, по сравнению с жидкими красками;
- очень сложно получить идеально гладкую поверхность.


Типы порошковых красок
Существует несколько типов порошковой краски:
- Эпоксидные смолы. Первый широко используемый порошок. Отличается хорошей прочностью, твердость и хорошо противостоят химическим реакциям и коррозии. Прекрасно пристают к металлу. Единственный его недостаток — это плохая переносимость различных погодных условий, Поэтому используются только внутри помещений;
- Полиэфиры — самые популярные порошки. Их существенными преимуществами является высокая механическая стойкость, ударопрочность, хорошая химическая стойкость, а также низкая температура затвердевания. Полиэфиры дают хорошую стойкость к пожелтению, а также огромный выбор цветов и оттенков;
- Суперпрочные полиэфиры по сравнению с предыдущим типом, обладает более высокой прочностью;
- Эпоксидно-полиэфирные гибриды. По сравнению с эпоксидными смолами менее зависимые от погодных условий. Ими в основном окрашивают бытовые приборы (стиральные машины, холодильники);
- Уретаны. Химически очень похожи на полиэфиры с использованием других отвердителей. Их главными свойствами являются: получение гладкого покрытия, прочность, химическую и коррозионную защиту. Идеально подходят для окрашивания топливных баков, сельскохозяйственного оборудования, кондиционеров, автомобильных дисков, ручек и так далее.


Для окраски автомобилей чаще всего применяются стандартные и суперпрочные полиэфиры.
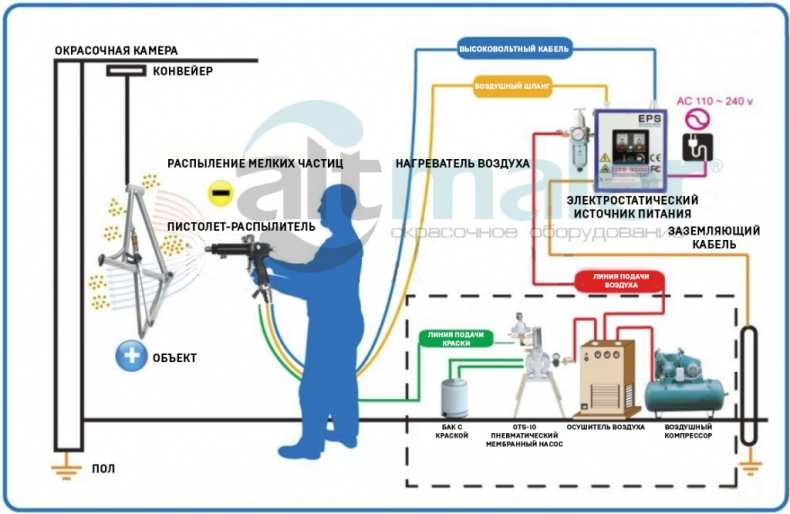
Методы порошковой покраски
Окрашивать различные поверхности можно следующими методами:
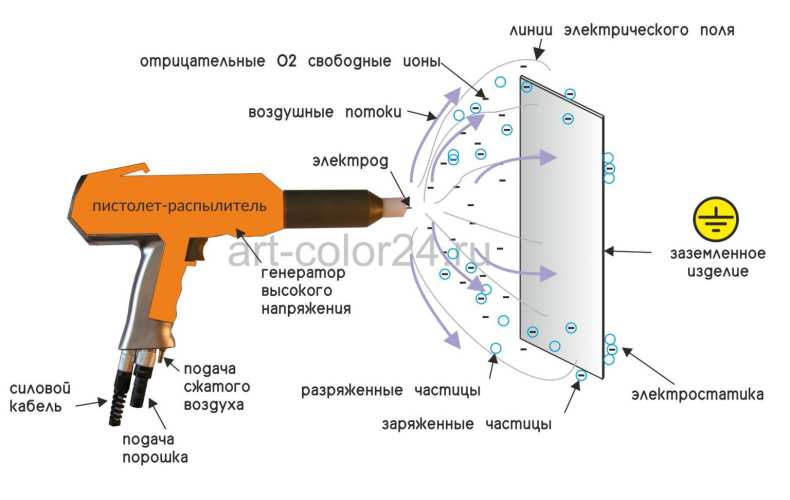
- электростатический коронный пистолет — самый распространенный способ окраски. В его основе лежит сжатый воздух и высоковольтный электрод. Окрашиваемый объект должен быть заземлен и в следствие чего притягивает к себе порошок. Он в свою очередь получает заряд на выходе. Полярность также можно поменять для нейлоновых порошков. Минусами использования такого метода является: высокое напряжение между пистолетом и поверхностью, а также не прокрашенные углубления из-за эффекта клетки Фарадея.
- Трибоэлектрический пистолет — второй по распространенности метод окраски. Порошок в таком пистолете также движется за счет сжатого воздуха, но заряд происходит не за счет установленного электрода, а за счет отделения электронов от частиц порошка, за счет чего они становятся положительно заряженными. Так как высокого напряжения в этом методе нет, то и эффект Фарадея не происходит. Прокрашиваем ость становится намного качественней, но при этом дольше по времени;
- Покраска в псевдоожиженном слое. Метод подходят для создания толстого функционального покрытия стойкого к коррозии. Метод состоит в том, что воздух проходящий через порошок взвешивается, то есть начинает функционировать как жидкость. Окрашиваемая поверхность при этом нагревается и порошок начинает растекаться по поверхности за счет высокой температуры;
- покраска в электростатическом псевдоожиженном слое. Данный метод подходит, когда толщина окраски должна быть выше 300 микрон. Псевдоожиженный порошок переводится в состояние аэрозоля и заряжается. Получилось аэрозольное облако заряженных частиц. В это облако и окунают заземленный окрашиваемый предмет. Чтобы краска легла намного ровнее, поверхность можно крутит;
- Газопламенная окраска. Суть состоит в том, что частицы порошка под действие сжатого воздуха, проходит через газовую горелку. От температуры порошок начинает плавиться. Преимуществами такой окраски будет мобильность и применение при любых погодных условиях.










Зачем нужно заземление при нанесении порошковой краски
Электростатическая покраска происходит за счет создания электрического поля. Благодаря которому частицы порошка притягиваются на окрашиваемую поверхность. Для того чтобы избежать поражения током, все поверхности в покрасочной камере должны быть заземлены. Окрашиваемая поверхность также должны быть заземлена, чтобы достигнуть качественного покрытия.
При электростатической покраски нужно заземлить следующие предметы:
- оператор покраски. Нельзя допускать ношения изолированной обуви, т.к. ноги являются заземлением.
- изделие. Обычно подвешивается на крюках. Поэтому нужно следить за чистотой этих крюков, как источником заземления;
- источник краски;
- все прочие поверхности, способные переносить электрический ток.
Если будет плохо организовано заземление, тогда покраска будет происходить неравномерно и более тонким слоем. Заземление рекомендуется сделать сопротивлением 1 МОм.
Заземление можно организовать прутком с медным напылением. Длину лучше выбрать около 2,5 метров, диаметр примерно 2 сантиметра. Этот пруток забивается в землю практически полностью, оставляется около 15 сантиметров. К этому стержню уже подводится заземление всех необходимых предметов.
Подготовка поверхности к порошковой покраске
Чтобы достичь максимальной адгезии, окрашиваемая поверхность должна быть должным образом очищена от различных загрязнений, в том числе и следы от масла, воска и так далее. Очистить поверхность можно следующими способами:
- паром на основе раствора хлорированных углеводородов. Так как раствор не содержит воды, то он не будет образовывать коррозию на металле;
- водная мойка осуществляется специальными машинами, использующие струю воды поданную под высоким давлением;
- погружная мойка. В данном методе используется ряд ванн с различными растворами для мытья и ополаскивания изделия;
- в домашних условиях вполне можно обойтись очисткой деталей специальными чистящими средствами и щеткой. Если деталь небольшая можно даже вымыть ее в посудомоечной машине.

Дегазация
В поверхности различных металлов могут образовываться пузырьки воздуха. Если их не убрать перед покраской, тогда воздух будет выходить через краску, образовывая пути проникновения воды к чистому металлу.

В последствии будет образовываться коррозия. Для предотвращения проводят дегазацию следующими методами:
- нагреть поверхность выше температуры затвердевания;
- порошковые краски и грунты, которые высыхают дольше и способны вывести эти газы;
- специальный грунт, который может удержать газ внутри;
Грунтование перед покраской
Чтобы краска прослужила как можно дольше, поверхность рекомендуется предварительно загрунтовать. Грунт имеется двух видов: с содержанием цинка и без цинка. Для черного металла лучше всего использовать грунт с цинком. А, например, для алюминия без цинка.

Также существуют типы порошков, которые нельзя совмещать с грунтованием.
Процесс порошковой покраски
- Процесс окраски должен происходить в очень освещенном помещении, а под рукой должен находиться светодиодный фонарик.
- Перед покраской нужно рассмотреть поверхность на наличие углублений и начинать покраску именно с них.
- Прежде чем наносить слой на нужной поверхности, надо начать распылять чуть в стороне до образования равномерного облака.
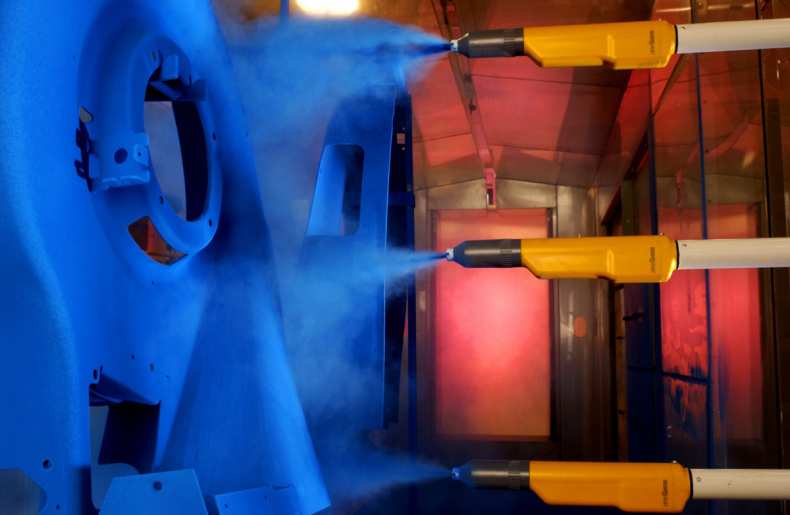
Заранее спланировать пути нанесения краски. Нужно добиться того, чтобы покрасить поверхность за один проход. Пистолет держится на расстоянии 15-20 см. Если расстояние будет слишком близким, тогда пистолет также может заземляться и не позволит качественной покраске. Если наоборот держать пистолет дальше, тогда заряженные частицы порошка будут искать более близкий заземленный предмет.
Полимеризация в печи
Для затвердевания порошковая краска должна быть нагрета до определенной температуры. В основном это от 160 до 230 градусов.

Время нахождения в печи будет зависеть от размеров детали, ее формы и толщины. В инструкции к порошку будет написано время и температура нагревания. При этом стоит учесть, что время указывается нахождения в печи детали при определенной температуре. Время разогрева печи сюда входить не будет. Таким образом, сначала достигается нужная температура и только потом начинается отсчет времени.
Двухслойное покрытие
В основном порошковая покраска наносится в один слой. Но в некоторых случаях понадобиться нанесение второго слоя. Например, на металлик нанести лак или создание неонового оттенка.

Для двойного слоя существует два метода:
- Нанесение 1 слоя и частичная полимеризация. Потом наносится второй слой и окончательная полимеризация.
- Каждый слой наносится и полимеризуется в отдельности.
Фото примеров порошковой покраски